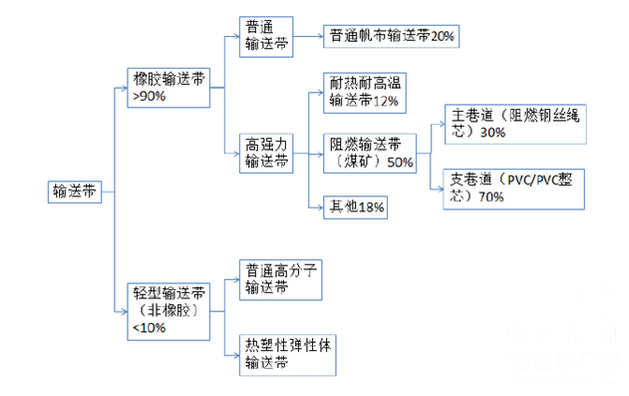
橡胶输送带在输送行业中使用的量和轻型输送带占比90%,虽然占比比较高但需要考虑市场使用量,实际在现今社会高速发展中,轻型输送带的使用已经赶超重型橡胶输送带,自动化分拣,茶叶分拣,食品自动加工等等行业都在使用自动化设备带体人工,但今天铭成传动为您介绍橡胶带的修复方式,因为橡胶带的修复工艺会比轻型输送带步骤多一些!
大型输送带、轮胎、电缆、胶辊等橡胶制品常常由于局部的断裂、磨损而整体报废。采用橡胶粘接修补系列产品可以进行现场快速维修,修复后的涂层具有耐磨损、耐腐蚀、高强度、高韧性、高弹性等特点,是一种快捷、可靠的修复方法。
输送带的破损修复
表面处理
先将磨损的织物或扯破的橡胶切掉,用旋转钢丝刷将损坏部位及其周围至少10cm的区域打磨粗糙,使之形成羊毛织物状的表面。然后用清洗剂将整个待修部位清洗干净。
涂抹底胶
用硬毛刷将橡胶粘接剂小心地涂在经过表面处理的区域内做为底胶,以增加粘接力。
修复工艺
长距离撕裂的情况须设夹持装置,使皮带沿裂口对齐(。对穿透的破损处,用胶带纸封合背面。
待底胶不粘手时,按比例配制BD916橡胶修补剂,一定要混合均匀。用胶刀将配制好的BD916橡胶修补剂涂敷于刷过底胶的待修部。
25℃固化2小时后变成弹性体,12小时之后可恢复皮带运行。停机时间短或气温低于15℃时应加热到50~60℃保温3~4小时即可完全固化,恢复运行。
制作无缝接头
根据运输带厚度不同制成梯形台阶,每个台阶搭接处最好成45度角,一般搭接宽度与带宽相等。
用钢丝轮将粘接面打磨粗糙,必须将帆布(或尼龙布)上的残余橡胶打磨干净,再用清洗剂清洗。
将配制好的橡胶粘接剂用板刷或胶刀均匀地在粘接表面薄涂一层,胶膜不粘手时涂第二遍胶,晾置使溶剂挥发后再涂第三遍胶,最后待胶膜不粘手时,对准接口处进行粘合,粘合后最好用一重钢板用力夹紧接头部位或用圆辊反复滚压数次以排除粘合处的空气。注意粘合后接头不可来回错动。
室温固化24小时或室温固化2小时后加热到80℃左右固化3小时即可投入使用。

未经允许不得转载:铭成传动 >> 橡胶输送带修复方法以及无缝接头的制作方法
 花纹输送带的区别介绍
花纹输送带的区别介绍 带传动的弹性滑动和打滑现象的区
带传动的弹性滑动和打滑现象的区 MINSEN的由来
MINSEN的由来 输送带胶接用的胶料、胶浆在存储
输送带胶接用的胶料、胶浆在存储
最新提问
什么叫皮带的跑偏现象?
皮带输送机皮带的耐受温度是多少?
怎样才能把输送带接头部割正?
皮带输送机跑偏的原因是什么?该如何处理?
输送带压延胶单面剥离是什么原因?
输送带的宽度一般是多少?
各类同步带轮的计算公式算法
最新同步带,皮带轮规格型号尺寸表